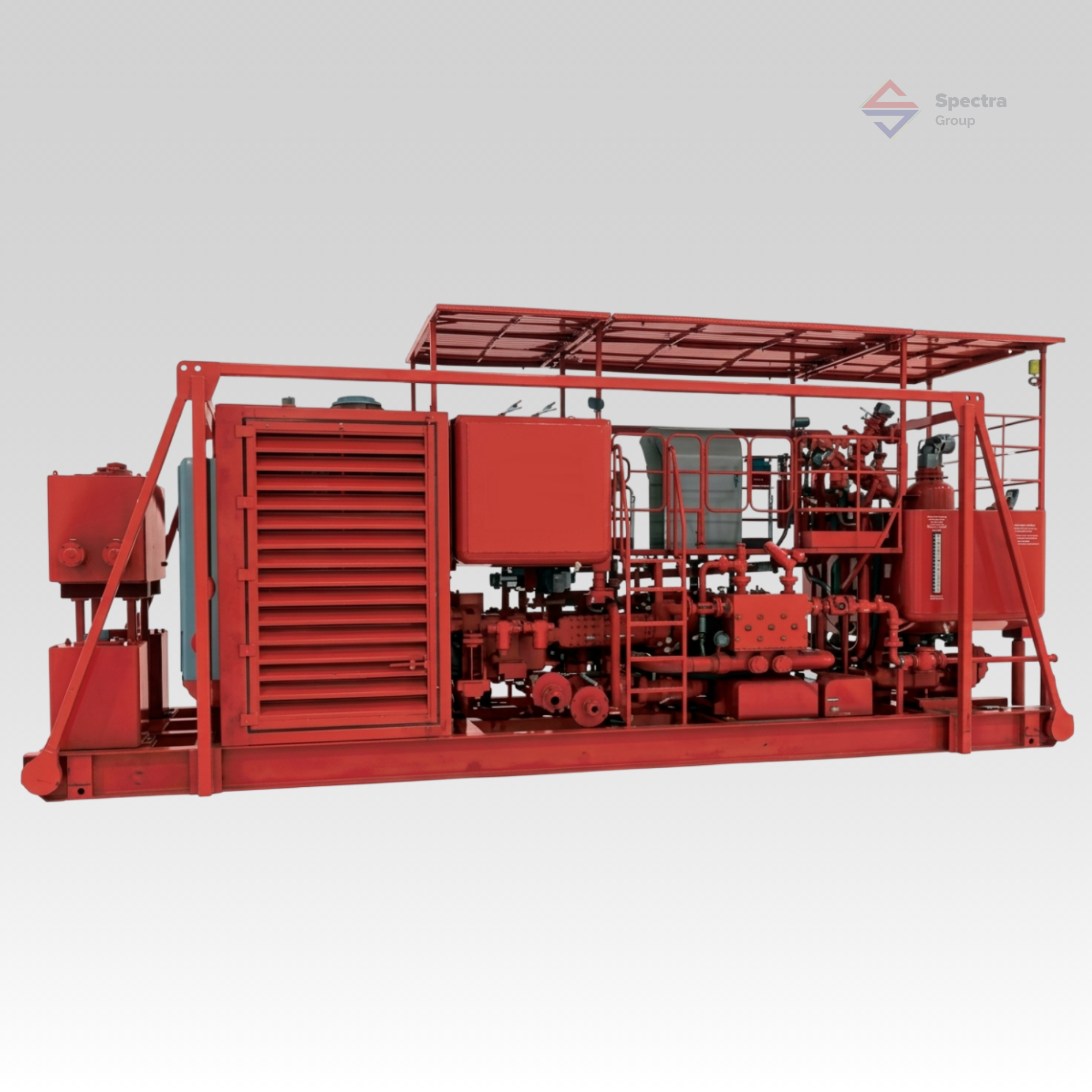
Our Single Pump Units are designed for reliable and efficient performance in high-pressure oil & gas well service operations. Built with high-quality components and flexible configurations, these units can be supplied with DNV certification (optional), making them suitable for both onshore and offshore applications.
Powered by a brand new Caterpillar C-15 engine or a serviced Detroit Diesel 8V-92 (450 HP), the unit delivers strong and consistent performance in demanding field conditions. It is equipped with a brand new triplex pump from leading manufacturers such as SPM 600S, Serva, MSI, or Halliburton HT-400, ensuring high-pressure pumping capability and operational reliability.
The system includes a brand new Allison transmission for smooth power transfer, along with a high-performance centrifugal pump (4x5x14) from trusted brands like FORUM, Mission Magnum, American Block, or Serva. Enhanced cooling efficiency is ensured with a new engine radiator and dedicated coolers for both the hydraulic system and triplex pump lubrication.
Single Pump Key Features:
- DNV certification optional for offshore compliance
- Engine options: Caterpillar C-15 (new) or Detroit Diesel 8V-92 (450 HP, serviced)
- High-performance triplex pumps (SPM / Serva / MSI / Halliburton)
- Brand new Allison transmission system
- Centrifugal pump (4x5x14) from leading manufacturers
- Advanced cooling system for engine, hydraulics, and lubrication
- Durable, reliable, and field-proven design
Single Pump Applications:
- Well servicing operations
- Cementing and acidizing
- Fluid pumping and transfer
- Oil & gas field support operations
Single Pump Supplier in Fujairah & UAE | Upstream Equipment Supplier