-

C-Pump (DNV OPTIONAL)
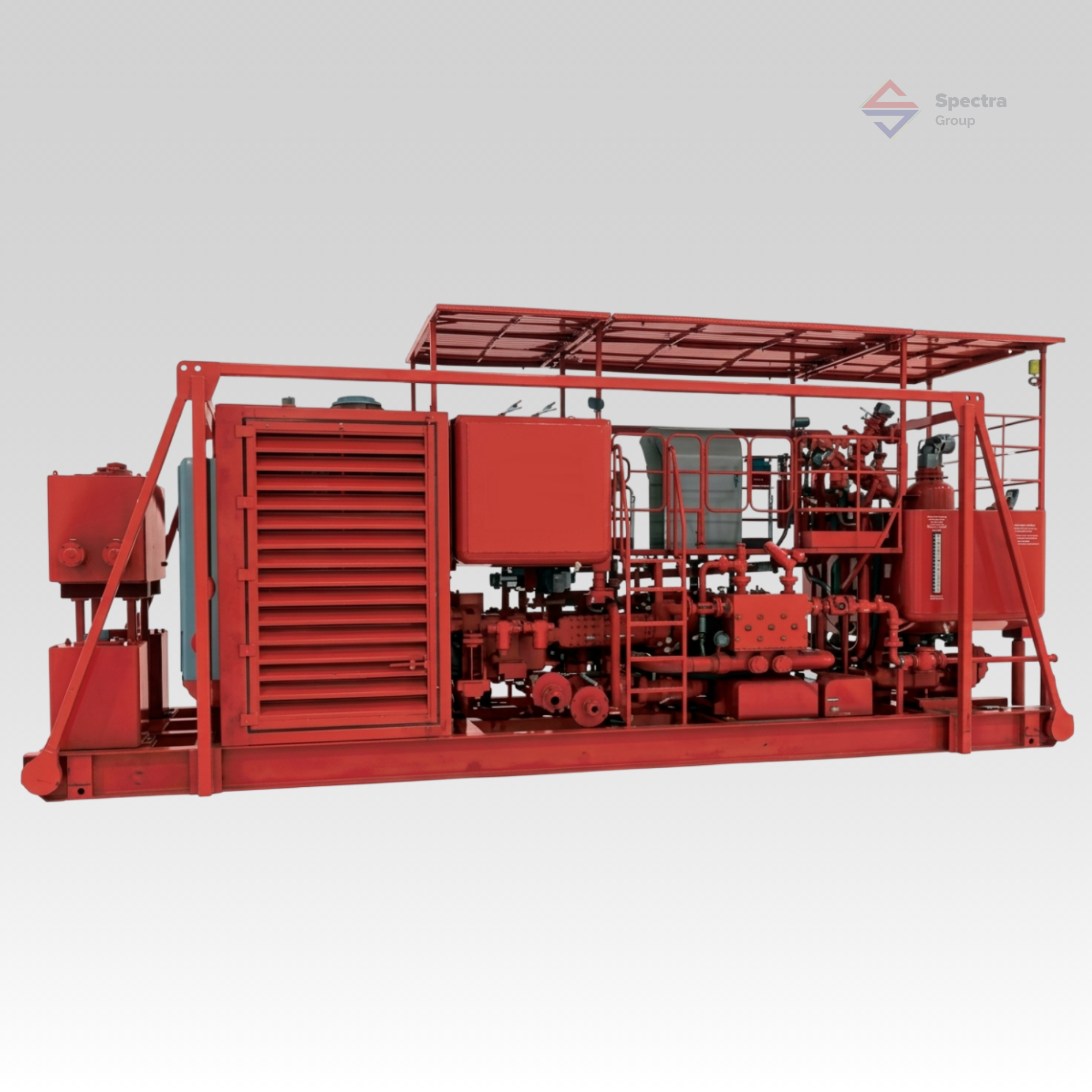
Our C-Pump Units are designed to deliver reliable and efficient fluid handling performance for oil & gas well servicing operations. Built with high-quality components and optional DNV certification, these units are suitable for both onshore and offshore applications, ensuring safety and durability in demanding environments.
Powered by new Caterpillar C4.4 or C7 diesel engines, the unit provides consistent and efficient operation. It is equipped with a mechanical PTO (NACD) system for effective power transmission and a high-performance centrifugal pump sourced from leading manufacturers such as Forum, Mission Magnum, Serva, or American Block.
Designed for versatility, the unit features four suction ports and four discharge ports, allowing flexible fluid handling configurations. PTFE acid-resistant valves ensure durability and safe handling of corrosive fluids, making the system ideal for harsh oilfield applications.
Key Features:
- DNV certification optional for offshore use
- Powered by Caterpillar C4.4 / C7 diesel engines
- Mechanical PTO (NACD) for efficient power transfer
- High-performance centrifugal pumps (Forum / Mission Magnum / Serva / American Block)
- 4 suction ports and 4 discharge ports for flexible operations
- PTFE acid-resistant valves for corrosion resistance
- Durable, reliable, and field-proven design
Applications:
- Fluid transfer and circulation
- Acid handling and pumping
- Water injection
- General oilfield pumping operations
C-Pump Supplier in Fujairah & UAE | Upstream Equipment Supplier
-
Single Pump (DNV Optional)
Our Single Pump Units are designed for reliable and efficient performance in high-pressure oil & gas well service operations. Built with high-quality components and flexible configurations, these units can be supplied with DNV certification (optional), making them suitable for both onshore and offshore applications.
Powered by a brand new Caterpillar C-15 engine or a serviced Detroit Diesel 8V-92 (450 HP), the unit delivers strong and consistent performance in demanding field conditions. It is equipped with a brand new triplex pump from leading manufacturers such as SPM 600S, Serva, MSI, or Halliburton HT-400, ensuring high-pressure pumping capability and operational reliability.
The system includes a brand new Allison transmission for smooth power transfer, along with a high-performance centrifugal pump (4x5x14) from trusted brands like FORUM, Mission Magnum, American Block, or Serva. Enhanced cooling efficiency is ensured with a new engine radiator and dedicated coolers for both the hydraulic system and triplex pump lubrication.
Single Pump Key Features:
- DNV certification optional for offshore compliance
- Engine options: Caterpillar C-15 (new) or Detroit Diesel 8V-92 (450 HP, serviced)
- High-performance triplex pumps (SPM / Serva / MSI / Halliburton)
- Brand new Allison transmission system
- Centrifugal pump (4x5x14) from leading manufacturers
- Advanced cooling system for engine, hydraulics, and lubrication
- Durable, reliable, and field-proven design
Single Pump Applications:
- Well servicing operations
- Cementing and acidizing
- Fluid pumping and transfer
- Oil & gas field support operations
Single Pump Supplier in Fujairah & UAE | Upstream Equipment Supplier
-

Skid Mounted Batch Mixer (DNV OPTIONAL)
Our Skid Mounted Batch Mixer Units are engineered for efficient and precise mixing operations in oil & gas well servicing applications. Designed to meet DNV, Zone 2, and safe zone requirements, these units are suitable for both onshore and offshore environments, ensuring safety, reliability, and high operational performance.
Available in multiple capacity options (100, 120, 150, and 200 BBL), the batch mixer is powered by new Caterpillar engines (C7, C9, or C15), delivering consistent performance under demanding conditions. The system is equipped with a Durst gearbox and a Veljan (Dennison-style) hydraulic system for smooth and efficient operation.
The unit features mild steel tanks with configurations such as 2 x 50, 2 x 60, 2 x 75, or 2 x 100 BBL, coated with Derekane for enhanced resistance against acid applications up to 32% HCL. Each tank is fitted with an individual agitator to ensure uniform mixing.
Additional components include dual centrifugal pumps (4 x 5 x 11), acid-resistant PTFE butterfly valves, Murphy control panel, FMC actuator valves, Chalwyn valve, and spark arrestor, making the system robust, safe, and suitable for hazardous environments.
Key Features:
- DNV, Zone 2 & safe zone compliant (optional)
- Capacity options: 100 / 120 / 150 / 200 BBL
- Powered by Caterpillar C7 / C9 / C15 engines
- Durst gearbox with Veljan hydraulic system
- Mild steel tanks with Derekane coating (acid-resistant up to 32% HCL)
- Individual agitators in each tank for efficient mixing
- Dual centrifugal pumps (4 x 5 x 11)
- PTFE butterfly valves for acid resistance
- Murphy control panel for operational safety
- FMC actuator valve, Chalwyn valve & spark arrestor included
Applications:
- Cement slurry mixing
- Acid mixing and pumping
- Oilfield fluid preparation
- Well servicing and stimulation operations
Batch Mixer Supplier in Fujairah & UAE | Upstream Equipment Supplier
-

Trailer Mounted Batch Mixer
Trailer-Mounted Batch Mixer Units are designed for efficient and reliable cement and acid mixing operations in oil & gas well servicing. Built to meet DNV, Zone 2, and safe zone standards, these units ensure safe performance in both onshore and offshore environments.
Available in multiple capacity options (100, 120, 150, and 200 BBL), the batch mixer is equipped with a robust powertrain featuring a hydraulic gearbox. The hydraulic system efficiently operates both the centrifugal pumps and mixing paddles, ensuring uniform and consistent mixing performance.
The unit is designed with closed-top batch mixing tanks fitted with mixing paddles for controlled and safe operations. A dual centrifugal pump system allows for isolated tank mixing, improving operational flexibility and efficiency. Additionally, the integrated fire suppression system enhances safety during critical operations.
Key Features:
- DNV, Zone 2 & safe zone compliant (optional)
- Suitable for cement and acid batch mixing
- Capacity options: 100 / 120 / 150 / 200 BBL
- Hydraulic gearbox powertrain for efficient operation
- Hydraulic system for centrifugal pumps and mixing paddles
- Closed-top mixing tanks for safe and controlled processes
- Dual centrifugal pump system for isolated tank mixing
- Integrated fire suppression system for enhanced safety
Applications:
- Cement slurry preparation
- Acid mixing operations
- Oilfield fluid mixing and handling
- Well servicing and stimulation
Batch Mixer Trailer Supplier in Fujairah & UAE | Upstream Equipment Supplier
-

Trailer Mounted Coiled Tubing
Trailer-mounted coiled tubing (CT) units in Fujairah and across the UAE, are designed for efficient and reliable upstream oil & gas operations. Our CT unit packages include a power pack unit (open loop design), control cabin, coiled tubing reel, injector head, and well control equipment. Additional features such as blowout preventer (BOP), stuffing box/side door stripper, shear seal, and injector power hose reel ensure enhanced safety, control, and operational performance. Built to meet industry standards, our solutions support smooth intervention, maintenance, and well servicing applications.
CT unit package composed of:
- Power Pack Unit – Open Loop Design
- Control Cabin
- Coiled Tubing Reel
- Injector Head
- Well Control Equipment
Additional Features:
- Blow Out Preventer
- Stuffing Box / Side door stripper
- Shear Seal
- Injector Power Hose Ree
Coiled Tubing Unit Supplier in Fujairah & UAE | Upstream Equipment Supplier in Fujairah
-

Twin Pump
Our Twin Pump Units are specifically engineered for high-pressure well service operations in the oil & gas industry, delivering reliable performance in demanding field conditions. Designed with efficiency, durability, and ease of operation in mind, these units are ideal for a wide range of upstream applications.
Equipped with dual diesel engines, power shift transmissions, and high-performance triplex pumps, the system ensures continuous operation with optimal output. The compact and lightweight design allows for easy transportation and installation, while minimizing operational downtime.
Built with hard surface plungers and robust components, the twin pump unit offers extended service life and reduced maintenance requirements, making it a cost-effective solution for field operations.
Key Features:
- Dual diesel engine configuration for enhanced power and reliability
- Power shift transmissions for smooth and efficient operation
- High-performance triplex pumps
- Compact, lightweight, and mobile design
- Hard surface plungers for increased durability
- Easy maintenance with reduced downtime
Applications:
- Cementing operations
- Acidizing services
- Water injection
- General fluid pumping in oil & gas fields
Twin Pump Supplier in Fujairah & UAE | Upstream Equipment Supplier
